
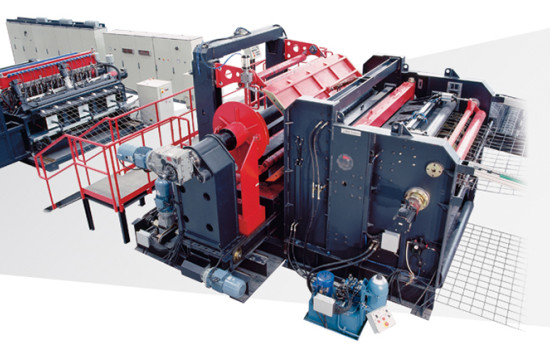
P - C Weld / Twin Weld
Instalación para malla partiendo de rollos
Instalación destinada a la producción de malla eléctrosoldada partiendo de hilo en rollos, trefilado en frío o laminado en caliente. Elevada productividad, fiabilidad y robustez son las características principales de estos modelos, particularmente indicados para producciones en serie (diámetros y pasos constantes). Una vasta gama de módulos permiten la automatización total de la instalación.
COIL LW ∅3.4 – 8 mm (#2)
CW ∅3.4 – 8 mm (#2)
Máquina altamente modular para la producción de malla de medio y alto volumen
Ajuste de paso de 100-150-200 con tiempos de preparación minimizados
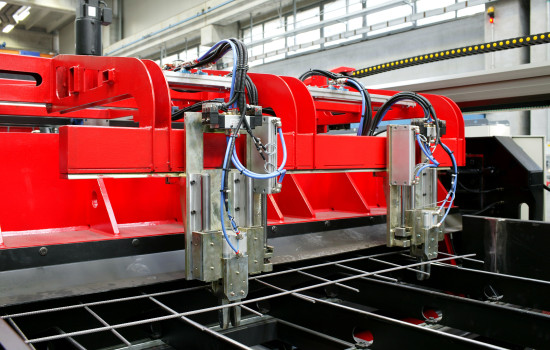
Alimentación automática de alambre transversal superior e inferior manteniendo la chapa estacionaria
C Weld
Produce bobinas de malla electrosoldada (el diámetro del hilo laminado debe ser < 6 mm)
Se alimenta con alambre enrollado, tanto para hilos longitudinales como transversales (los carretes transversales pueden ser motorizados)
Una vez configuradas las distintas unidades e ingresados los parámetros del programa, la producción de una bobina de una dimensión determinada es completamente automática (enderezado, posicionamiento, soldadura)
La unidad de soldadura está equipada con cilindros neumáticos; el número de transformadores eléctricos es proporcional al ancho máximo de la malla, para garantizar la distribución uniforme de la corriente eléctrica en todos los puntos de soldadura. Cada transformador tiene su propio control desde el panel principal, por lo que el operador ajusta los parámetros a través del software.
El corte de la malla enrollada, la evacuación y el apilado de bobinas son automáticos.
Esta máquina se recomienda para una alta productividad.

P Weld
Produce paneles de malla electrosoldada.
Se alimenta con alambre bobinado, tanto para hilos longitudinales como transversales (los carretes transversales pueden ser motorizados).
Una vez configuradas las distintas unidades e introducidos los datos del programa, la producción de un panel de una dimensión determinada es completamente automática (enderezado, posicionamiento, soldadura, corte).
La unidad de soldadura está equipada con cilindros neumáticos; el número de transformadores eléctricos es proporcional al ancho máximo de la malla, para garantizar la distribución uniforme de la corriente eléctrica en todos los puntos de soldadura. Cada transformador tiene su propio control desde el cuadro principal, por lo que el operador ajusta los parámetros a través del software.
La evacuación y apilado de paneles son automáticos; opcionalmente se puede implementar un volteador de paneles, para optimizar la altura de la pila de paneles.
Esta planta se recomienda para una alta productividad.
P Weld A (Alternative)
Produce paneles de malla electrosoldada con una unidad de soldadura alternativa, es decir, los hilos transversales se pueden soldar alternadamente por encima o por debajo de los hilos longitudinales, obteniendo así un paquete de malla compacto sin necesidad de instalar un volteador de malla, lo que ahorra dinero y espacio.
Se alimenta con alambre en bobina, tanto para los hilos longitudinales como para los transversales (las bobinas de los rollos transversales pueden ser motorizadas).
Una vez configuradas las distintas unidades e introducidos los datos del programa, la producción de un panel de una dimensión determinada es totalmente automática (enderezado, posicionamiento, soldadura, corte).
La unidad de soldadura está equipada con cilindros neumáticos; el número de transformadores eléctricos es proporcional a la anchura máxima de la malla, para garantizar una distribución uniforme de la corriente eléctrica en todos los puntos de soldadura. Cada transformador tiene su propio control desde el cuadro principal, por lo que el operador ajusta los parámetros a través del software.
La evacuación y el apilado de paneles son automáticos.
Esta planta se recomienda para una alta productividad con una disposición compacta.
P TwinWeld
Produce paneles de malla electrosoldada con una unidad de soldadura doble, lo que significa que hay dos unidades que posicionan los alambres transversales y los sueldan simultáneamente. De esta manera, los alambres longitudinales pueden avanzar a casi el doble de velocidad (dos pasos longitudinales por cada soldadura) y la velocidad de producción casi se duplica.
Se alimenta con alambre en bobinas, tanto para los alambres longitudinales como para los transversales (los carretes de alambre transversal pueden ser motorizados).
Una vez configuradas las distintas unidades e introducidos los datos del programa, la producción de un panel de una dimensión determinada se realiza de forma totalmente automática (enderezado automático, posicionamiento, soldadura, corte).
Cada una de las dos unidades de soldadura está equipada con cilindros neumáticos; el número de transformadores es proporcional a la anchura máxima de la malla, para garantizar una distribución uniforme de la corriente eléctrica en todos los puntos de soldadura. Cada transformador tiene su propio control desde el cuadro principal, por lo que el operador puede ajustar los parámetros mediante software.
La evacuación y el apilado de los paneles son automáticos; opcionalmente se puede implementar un volteador de paneles para optimizar la altura de la pila de paneles.
Se recomienda para una productividad muy alta.