
Combi Weld / Twin
Linia do spawania siatek z kręgów
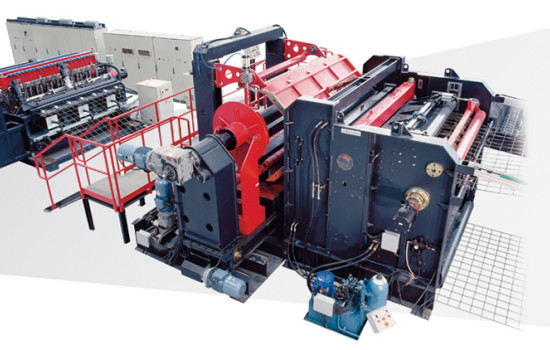
Maszyny do spawania siatek MEP zaprojektowane do produkcji zgrzewanych elektrycznie siatek z zimno lub gorąco ciągnonych drutów z kręgów. Wysoka wydajność,niezawodność, silna struktura to cechy, które sprawiają, że maszyny te są szczególnie polecane do realizowania produkcji seryjnych (stałe średnice i skoki). Szeroki wybór modułów pozwala na pełną automatyzację urządzenia, co całkowicie eliminuje manualne czynności operatora.
Combi Weld
System ten łączy w sobie produkcję maszyn „P-Weld” i „C-Weld”: wytwarza zarówno kręgi, jak i panele z siatki elektrozgrzewanej (średnice walcowanych drutów muszą wynosić < 6mm).
Zasilany jest za pomocą pręta zwiniętego, zarówno dla drutu podłużnego, jak i poprzecznego (szpule poprzeczne mogą być napędzane silnikiem).
Po ustawieniu różnych jednostek i wprowadzeniu danych programu produkcja cewki o zadanym wymiarze odbywa się w pełni automatycznie (prostowanie, pozycjonowanie, spawanie).
Jednostka spawalnicza wyposażona jest w cylindry pneumatyczne; liczba transformatorów elektrycznych jest proporcjonalna do maksymalnej szerokości siatki, tak aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach zgrzewania. Każdy transformator posiada własne sterowanie z płyty głównej, dlatego operator reguluje parametry za pomocą oprogramowania.
Cięcie siatki zgrzewanej w zwojach, rozładunek i układanie paneli i kręgów odbywa się automatycznie.
Zakład ten jest zalecany ze względu na wysoką wydajność, a także dobrą elastyczność produkcji zarówno kręgów, jak i paneli.

Combi Twin Weld
System ten łączy w sobie produkcję maszyny „P-Twin-Weld” i maszyny „C-Twin-Weld”, wytwarza zarówno kręgi, jak i panele z siatki zgrzewanej elektrycznie za pomocą podwójnego zespołu zgrzewającego. Istnieją dwie jednostki pozycjonujące druty poprzeczne i jednocześnie je spawające: w ten sposób druty wzdłużne mogą przesuwać się z niemal dwukrotnie większą szybkością (dwa kroki wzdłużne na każde spawanie) i prędkość produkcji jest prawie dwukrotnie większa (średnice walcowanych drutów muszą być < 6mm).
Zasilany jest za pomocą cewek, zarówno dla drutu podłużnego, jak i poprzecznego (cewki szpul poprzecznych mogą być napędzane silnikiem).
Po ustawieniu różnych jednostek i wprowadzeniu danych programu produkcja cewki o zadanym wymiarze odbywa się w pełni automatycznie (prostowanie, pozycjonowanie, spawanie).
Każdy z dwóch zespołów spawalniczych wyposażony jest w cylindry pneumatyczne; liczba transformatorów jest proporcjonalna do maksymalnej szerokości siatki, tak aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach zgrzewania. Każdy transformator posiada własne sterowanie z płyty głównej, a operator reguluje parametry za pomocą oprogramowania
Cięcie zwiniętej siatki, rozładunek i układanie paneli i kręgów odbywa się automatycznie.
Zakład ten jest polecany ze względu na bardzo wysoką wydajność, a także dobrą elastyczność w produkcji zarówno kręgów, jak i paneli