
P - C Weld / Twin Weld
Linia do spawania siatek z kręgów
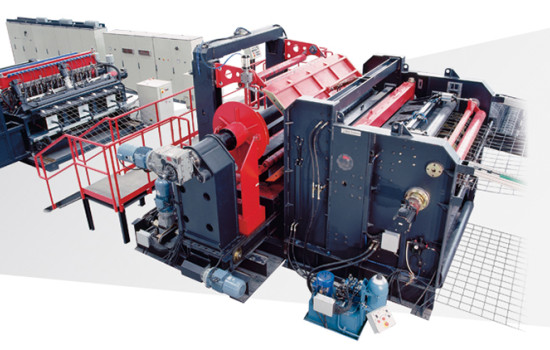
Maszyny do spawania siatek MEP zaprojektowane do produkcji zgrzewanych elektrycznie siatek z zimno lub gorąco ciągnonych drutów z kręgów. Wysoka wydajność,niezawodność, silna struktura to cechy, które sprawiają, że maszyny te są szczególnie polecane do realizowania produkcji seryjnych (stałe średnice i skoki). Szeroki wybór modułów pozwala na pełną automatyzację urządzenia, co całkowicie eliminuje manualne czynności operatora.
COIL LW ∅3.4 – 8 mm (#2)
CW ∅3.4 – 8 mm (#2)
Wysoce modułowa maszyna do produkcji siatki o średniej i dużej objętości
Regulacja rozstawu 100-150-200 z minimalnym czasem ustawiania
Automatyczne podawanie drutu poprzecznego górnego i dolnego przy nieruchomym arkuszu
C Weld
Produkuje kręgi z siatki elektrospawanej (średnica drutu nawiniętego musi być < 6mm)
Zasilana drutem w postaci cewek, zarówno do prętów wzdłużnych, jak i poprzecznych (szpule poprzeczne mogą być napędzane silnikiem)
Po ustawieniu różnych zespołów i wprowadzeniu danych programowych, produkcja kręgu o określonych wymiarach jest całkowicie automatyczna (prostowanie, pozycjonowanie, spawanie)
Jednostka spawalnicza wyposażona jest w siłowniki pneumatyczne; liczba transformatorów elektrycznych jest proporcjonalna do maksymalnej szerokości siatki, aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach spawania. Każdy transformator posiada własne sterowanie z pulpitu głównego, dzięki czemu operator może regulować parametry za pomocą oprogramowania.
Cięcie siatki zwiniętej, usuwanie i sztaplowanie cewek odbywa się automatycznie.
Ta instalacja jest polecana do uzyskania wysokiej wydajności.

P Weld
produkuje panele z siatki elektrospawanej
zasilana jest drutem w kręgu, zarówno na druty wzdłużne, jak i poprzeczne (bębny poprzeczne mogą być napędzane silnikiem)
po ustawieniu różnych jednostek i wprowadzeniu danych programowych, produkcja panela o określonych wymiarach jest całkowicie automatyczna (prostowanie, pozycjonowanie, spawanie, cięcie)
jednostka spawalnicza wyposażona jest w siłowniki pneumatyczne; liczba transformatorów elektrycznych jest proporcjonalna do maksymalnej szerokości siatki, aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach spawania. Każdy transformator posiada własne sterowanie z pulpitu głównego, dzięki czemu operator reguluje parametry za pomocą oprogramowania
ewakuacja i sztaplowanie paneli odbywa się automatycznie; opcjonalnie można zastosować obracacz paneli w celu optymalizacji wysokości stosu paneli
instalacja ta jest polecana do wysokiej wydajności
P Weld A (Alternative)
Produkuje zgrzewane panele siatkowe za pomocą zgrzewarki tłokowej, co oznacza, że druty poprzeczne można zgrzewać naprzemiennie nad lub pod drutami podłużnymi, tworząc w ten sposób zwarty pakiet siatkowy bez konieczności stosowania automatycznego systemu składowania siatki, oszczędzając pieniądze i miejsce.
Podajnik szpul drutu zarówno do drutu podłużnego jak i poprzecznego (szpule z drutem poprzecznym mogą być wyposażone w silnik).
Po ustawieniu poszczególnych jednostek i wprowadzeniu danych programu produkcja panelu o określonych wymiarach odbywa się całkowicie automatycznie (prostowanie, pozycjonowanie, spawanie, cięcie).
Jednostka spawalnicza wyposażona jest w siłowniki pneumatyczne; liczba transformatorów elektrycznych jest proporcjonalna do maksymalnej szerokości oczek, aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach zgrzewania. Każdy transformator ma własne sterowanie z panelu głównego, dzięki czemu operator może regulować parametry za pomocą oprogramowania.
Opróżnianie i układanie paneli odbywa się automatycznie.
Maszyna ta jest zalecana ze względu na wysoką wydajność i kompaktową konstrukcję.

C TwinWeld
Zaczynając od cewek, maszyna produkuje elektrospawaną siatkę za pomocą podwójnej jednostki spawalniczej: dwie jednostki pozycjonują druty poprzeczne i spawają je jednocześnie. W ten sposób druty wzdłużne mogą przesuwać się prawie dwukrotnie szybciej (dwa przesuwy wzdłużne na każde spawanie), a prędkość produkcji prawie się podwaja.
Maszyna jest zasilana drutem w szpulach, zarówno dla drutów wzdłużnych, jak i poprzecznych (szpule z drutem poprzecznym mogą być wyposażone w silnik).
Po ustawieniu różnych jednostek i wprowadzeniu danych programowych, produkcja siatki o określonych wymiarach odbywa się w pełni automatycznie (automatyczne prostowanie, pozycjonowanie, spawanie).
Każda z dwóch jednostek spawalniczych wyposażona jest w siłowniki pneumatyczne. Liczba transformatorów jest proporcjonalna do maksymalnej szerokości siatki, aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach spawania. Każdy transformator posiada własne sterowanie z pulpitu głównego, a operator reguluje parametry za pomocą oprogramowania.
Cięcie siatki w zwojach, usuwanie i sztaplowanie zwojów odbywa się w pełni automatycznie.

P TwinWeld
Wytwarza panele z siatki zgrzewanej przy użyciu podwójnej spawarki, co oznacza, że dwie jednostki pozycjonują druty poprzeczne i spawają je jednocześnie. W ten sposób druty wzdłużne mogą przesuwać się prawie dwukrotnie szybciej (dwa przesuwy wzdłużne na każde spawanie), a prędkość produkcji prawie się podwaja.
Zasilana drutem w szpulach, zarówno wzdłużnym, jak i poprzecznym (szpule z drutem poprzecznym mogą być wyposażone w silnik).
Po ustawieniu różnych jednostek i wprowadzeniu danych programowych, produkcja panela o określonych wymiarach odbywa się w pełni automatycznie (automatyczne prostowanie, pozycjonowanie, spawanie, cięcie).
Każda z dwóch spawarek wyposażona jest w siłowniki pneumatyczne. Liczba transformatorów jest proporcjonalna do maksymalnej szerokości siatki, aby zapewnić równomierny rozkład prądu elektrycznego we wszystkich punktach spawania. Każdy transformator posiada własną kontrolę z pulpitu głównego, dzięki czemu operator może regulować parametry za pomocą oprogramowania.
Odprowadzanie i sztaplowanie paneli odbywa się automatycznie. Opcjonalnie można zastosować obracacz paneli w celu optymalizacji wysokości stosu paneli.
Maszyna polecana do bardzo wysokiej wydajności.