
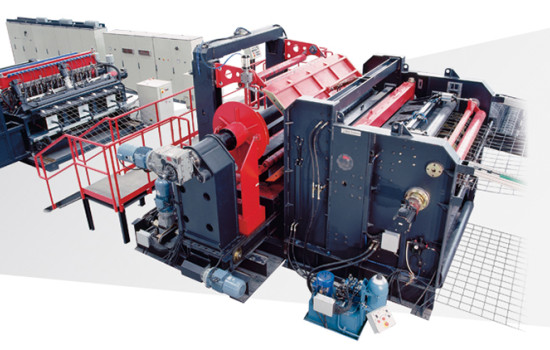
P - C Weld / Twin Weld
盘条钢筋网焊接生产线
MEP金属网焊接生产线是用来直接从盘条钢筋生产电焊钢筋网,都适用于冷轧或热轧材料。 生产效率高,可靠性和强健的结构使这些生产线可以始终如一的提供高体积大系列的产品(大批量直径和间距不变的)。许多不同的模块化设计使系统完全自动化,从而完全消除了人工干预。
COIL LW ∅3.4 – 8 mm (#2)
CW ∅3.4 – 8 mm (#2)
高度模块化网片生产机,适用于中高产量
100-150-200 节距调节,设置时间最短
自动顶底横丝送料,保持板材静止

P Weld
该机器生产焊接网板
纵向和横向纱线均由线圈喂入(横向纱线卷筒可由电机驱动)
设置好各单元并输入程序后,即可全自动生产给定尺寸的钢网(矫直、定位、焊接、切割)。 编程后,可以全自动生产给定尺寸的钢网(校直、定位、焊接、切割)
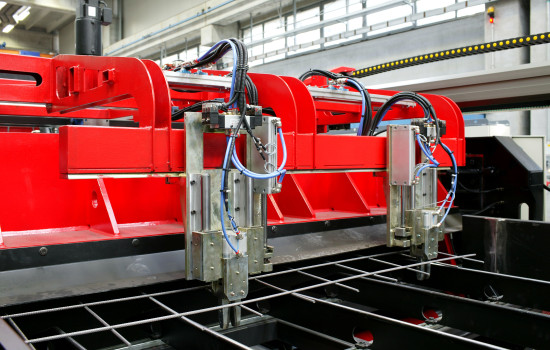
焊接单元采用气缸; 变压器的数量与网格的最大宽度成正比,确保电流在所有焊接点均匀分布。 每个变压器都有主控制面板的控制装置,因此操作员可以通过软件调整参数
板材自动清空、堆垛; 可选的面板翻转器可优化堆叠面板的高度
建议使用该设备进行高产量
C Weld
本设备生产电焊网卷 (轧丝直径必须 < 6mm)
纵向丝和横向丝均采用盘绕丝材进料 (横向卷盘可以选择电机驱动)
设置好各个单元并输入程序参数后,即可全自动生产给定尺寸的线圈 (矫直、定位、焊接)
焊接单元配有气动缸;变压器数量与网孔最大宽度成比例,确保所有焊接点的电流均匀分布。每个变压器都具有来自主控制板的独立控制装置,因此操作员可以通过软件调整参数。
线圈网切割、排空和堆叠均为自动
该设备适用于高生产率
P Weld A (Alternative)
该设备采用活塞焊接机生产焊接网,可上下交替焊接横向和纵向丝,从而实现紧凑的网片包装,无需自动网片倾斜系统,节省资金和空间。
用于纵向和横向焊丝的送丝线轴(横向焊丝线轴可配备电机)。
一旦准备好各个单元并输入编程数据,特定尺寸的面板的生产就完全自动化(矫直、定位、焊接、切割)。
焊接单元配备气动执行器; 变压器的数量与网格的最大宽度成正比,以确保电流在所有焊接点上均匀分布。 每个变压器都配备了主控制面板的控件,以便操作员可以使用软件调整参数。
面板的疏散和堆叠是自动的。
建议使用该系统以实现高生产率和紧凑布局。

C TwinWeld
从线圈开始,设备使用双焊机生产焊接网:两个单元同时定位和焊接横向金属丝,使纵向金属丝的前进速度几乎提高两倍(每个焊缝两个纵向步骤)。 生产速度几乎翻倍。
它由纵向和水平线圈供电(水平线圈可配备电机)。
一旦设置了各个单元并将输入输入到程序中,特定尺寸的线圈的生产就会完全自动化(自动矫直、定位、焊接)。
两台焊机各配备一个气缸; 变压器的数量与网格的最大宽度成正比,从而确保电流在所有焊接点上均匀分布。 每个变压器都有自己的主控制面板控件,操作员可以通过软件调整参数。
焊接网卷的切割、卸料、码垛全自动
P TwinWeld
该设备采用双焊机生产电焊网,即两台机组同时进行线材的水平定位焊接:这样可以使纵向线材的前进速度几乎提高一倍(每次焊接对应两条线) )并且生产速度几乎翻倍。 。
该装置使用线轴进行纵向和横向送丝(横向线轴可以是电动的)。
设置好各单元并输入程序数据后,即可全自动生产指定尺寸的钢网(自动对齐、定位、焊接和切割)。
两台焊机均配备气缸; 变压器的数量与网格的最大宽度成正比,从而确保电流在所有焊接点上均匀分布。 每个变压器都有独立于主控制面板的控制装置,因此操作员可以通过软件调整参数。
板材自动卸料、码垛; 作为一个选项,可以使用自动倾斜系统来优化面板堆叠的高度
该器件非常适合大批量应用。